
在调试或维修电路的时候,我们常提到一个词“××烧了”,这个××有时是电阻、有时是保险丝、有时是芯片,可能很少有人会追究这个词的用法,为什么不是用“坏”而是用“烧”?其原因就是在机电产品中,热失效是最常见的一种失效模式,电流过载,局部空间内短时间内通过较大的电流,会转化成热,热聚。集不易散掉,导致局部温度快速升高,过高的温度会烧毁导电铜皮、导线和器件本身。所以电失效的很大一部分是热失效。
那么问一个问题,如果假设电流过载严重,但该部位散热极好,能把温升控制在很低的范围内,是不是器件就不会失效了呢?答案为“是”。
由此可见,如果想把产品的可靠性做高,一方面使设备和零部件的耐高温特性提高,能承受较大的热应力(因为环境温度或过载等引起均可);另一方面是加强散热,使环境温度和过载引起的热量全部散掉,产品可靠性一样可以提高。下面介绍下热设计的常规方法。
我们机电设备常见的是散热方式是散热片和风扇两种散热方式,有时散热的程度不够,有时又过度散热了,那么何时应该散热,哪种方式散热最合适呢?这可以依据热流密度来评估,热流密度=热量 / 热通道面积。
按照《GJB/Z27-92电子设备可靠性热设计手册》的规定(如图1),根据可接受的温升的要求和计算出的热流密度,得出可接受的散热方法。如温升 40℃(纵轴),热流密度0.04W/cm2(横轴),按下图找到交叉点,落在自然冷却区内,得出自然对流和辐射即可满足设计要求。
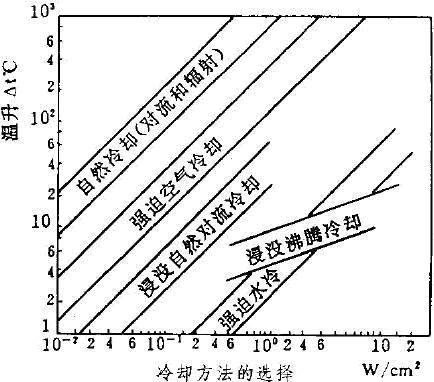
图1 冷却的方法
大部分热设计适用于上面这个图表,因为基本上散热都是通过面散热。但对于密封设备,则应该用体积功率密度来估算,热功率密度=热量 / 体积。下图(图2)是温升要求不超过40℃时,不同体积功率密度所对应的散热方式。比如某电源调整芯片,热耗为0.01W,体积为0.125cm3,体积功率密度=0.1/0.125=0.08W/cm3,查下图得出金属传导冷却可满足要求。
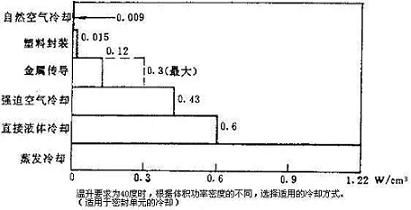
图2 温升要求不超过40℃时,不同体积功率密度所对应的散热方式



